
Processing guidelines for injection
molding of thermoplastic vulcanizates
Santoprene
™
TPVs
TABLE OF CONTENTS - 3
INTRODUCTION AND SAFETY GUIDELINES ............................................................................................................. 5
EQUIPMENT
.............................................................................................................................................................................................................. 6
GENERAL PROCESSING
Start up
...................................................................................................................................................................................................................... 8
Mold filling, packing and screw rotation
............................................................................................................................ 8
Estimating molding cycle time
....................................................................................................................................................... 9
Drying of the material
............................................................................................................................................................................... 10
Coloring
................................................................................................................................................................................................................... 10
Regrinding
............................................................................................................................................................................................................ 11
Shrinkage
................................................................................................................................................................................................................. 11
MOLD DESIGN
Mold steel selection
.................................................................................................................................................................................... 12
Mold surfaces
..................................................................................................................................................................................................... 12
Mold plating and coating
..................................................................................................................................................................... 13
Mold venting
........................................................................................................................................................................................................ 13
Sprue, runner and gate design
...................................................................................................................................................... 14
Ejection
...................................................................................................................................................................................................................... 19
Undercut design guidelines
............................................................................................................................................................... 19
Mold temperature control
................................................................................................................................................................... 19
HOT RUNNER SYSTEMS
System selection
............................................................................................................................................................................................. 20
Mold design
.......................................................................................................................................................................................................... 20
Gate selection
.................................................................................................................................................................................................... 21
MULTI-MATERIAL MOLDING
Overmolding
....................................................................................................................................................................................................... 23
Insert- molding
................................................................................................................................................................................................... 23
Two- shot molding
........................................................................................................................................................................................ 23
Co- injection molding
................................................................................................................................................................................ 23
QUICK REFERENCE NOTES
................................................................................................................................................................ 24
TROUBLESHOOTING
................................................................................................................................................................................... 24
INTRODUCTION - 5
INTRODUCTION AND SAFETY
GUIDELINES
Santoprene™ thermoplastic vulcanizates (TPVs) from
ExxonMobil Chemical combine the processability of thermo
plastic materials with many of the performance characteristics
of thermoset rubber. Santoprene TPVs are commonly employed
in the plastics industry for efficient and easy processing with
conventional injection molding equipment. They are suitable for
a broad range of systems that require excellent part definition.
TPVs are categorized as a type of thermoplastic elastomer
(TPE). They contain very small fully vulcanized rubber particles
dispersed in a plastic matrix. This fully vulcanized structure gives
a rheo logy similar to a composite and a flow behavior that is
pseudoplastic. Typically TPEs and TPVs have a melt viscosity
that is more dependent on shear than on melt temperature. To
make handling easier, we supply our Santoprene TPVs in pellet
form. Most TPEs and TPVs absorb moisture, and pre drying is
recommended (see Drying section for more information.)
The processing guidelines included in this document are
intended only for general purpose and molding grades of
Santoprene TPVs from ExxonMobil Chemical. Other specialty
TPV grades may require different processing procedures.
Safety guidelines
ExxonMobil Chemical is committed to continually improving the
safety of operations so they are free from injury or incident.
Remember, the typical processing operation uses powerful and
potentially dangerous electrical, hydraulic and mechanical
systems. Material temperatures can be as high as 290 °C (550
°F). Hot and cold water and hot machine oil can be
encountered. Industry best practices strongly recommend the
following when processing TPVs:
• Check all safety systems (electrical, hydraulic and mechanical)
at least once daily to ensure they are fully operational.
• Fix all leaks on or around mac ; avoid oil and water spills on the
floor.
• Purge all previous materials from the press using an LDPE or
PP (some of our materials are not compatible with other
thermoplastic materials please refer to each material’s MSDS
and product data sheet prior to use).
• Wear the proper personal protective equipment while in any
processing area.
• Follow all the safety recommendations from the machinery
and material manufacturers.
For more information, contact the AnswerPerson
SM
at:
tpe.answerperson@exxonmobil.com or visit us at
www.santoprene.com

6 - EQUIPMENT
clamping
unit
control
drive
mold
unit
injection
system
heaters
barrel
reciprocating
screw
nozzle
motor and gears
for screw rotation
nonreturn
valve
feed hopper
cylinder for
screw-ram
stationary
platen
movable
platen
tie rods (4)
clamping
cylinder
injection unit
clamping unit
mold
Figure 1
Exterior view of a typical thermoplastic injection molding machine
Figure 2
Cross section of a typical thermoplastic injection molding machine

EQUIPMENT - 7
EQUIPMENT
Machine selection
Santoprene TPVs from ExxonMobil Chemical have been
processed successfully on many makes and sizes of standard
reciprocating screw injection molding machines. The quality of
a final molded part depends on the ability of a machine to
deliver the optimum amount of plasticized material for the
intended application.
Screw design
In most cases, a general purpose polyolefinic screw with a
compression ratio of 2:1 to 2.5:1 and a length to diameter ratio
between 16:1 and 22:1 is sufficient. A low shear screw, such as
those used in PVC processing, is not recommended. Unlike
many thermoplastic materials, Santoprene TPVs demonstrate
better flow characteristics during the injection filling phase
when subjected to high levels of shear during fill.
Barrel capacity
Avoid under utilization of the barrel wherever possible, since it
can lead to long residence times. Small shots run on a large
capacity barrel complicate processing. The best practice for any
injection molding is to utilize 20 to 80% of the barrel capacity
for each shot. This typically translates to 1.3 to 5 shots in the
barrel.
Nozzle
Most common TPVs do not typically drool or degrade at normal
processing temperatures and therefore do not require a special
nozzle. A conventional general purpose nozzle is commonly
suited to most applications (see Figure 3).
The nozzle orifice is usually 10 to 15% smaller than the “O”
diameter of the sprue bushing. Hot runner manufacturers
recommend that hot sprues should run at the same
temperature as the nozzle setting or slightly higher.
Recommended clamping force
Follow typical TPV recommendations for clamping force of 4.0
to 6.9 kN/cm
2
(3 to 5 tons/in
2
) of the projected area.
Figure 3
Nozzle types
General purpose taper
Full internal taper
Nylon reverse taper
8 - GENERAL PROCESSING
GENERAL PROCESSING
Start-up
General conditions
Most of our TPVs process with medium fast to fast injection
rates. Fill times are typically between 0.5 and 2.0 seconds. The
melt temperatures for most materials are approximately 205 °C
(400 °F); injection pressures are moderate. Starting conditions
can be found in the Product Data Sheet for each grade and/or
the Quick Processing Reference. These contain detailed
information on processing setup and unique features. Both
documents are available on www.santoprene.com
Parts made with Santoprene TPVs ordinarily release freely from
the mold when following general industry guidelines for part
and mold design and processing recommendations. The use of
mold release sprays or powders is not recommended, except
under special circumstances.
Injection molding pre-start-up
1. Purge barrel using a general purpose poly propylene or other
suitable purging compound.
2. Set heat zones to obtain melt temperature near the middle
of the recommended range for the TPV being used.
3.
Set mold temperature to approximately 20 to 30 °C (70 to 80 °F).
4. Set screw speed to 100 to 200 rpm.
5. Check the clamp setting.
6. Check the ejector stroke and return.
7. Check to ensure that low pressure mold pro tection is set at
the proper distance.
8.
Ensure that the machine water supply is on and available to the
heat exchanger, feed throat, mold and other machine area
s.
Quick process start-up
The following procedure works well for any velocity controlled
injection molding machine. The following conditions, although
generally applicable, are not necessarily optimum for a specific
application.
1. Set pack and hold timers to 0.
2. Set pack and hold pressures to 0.
3. Set injection pressure to the maximum setting.
4. Set transfer position to 6 to 7 mm (0.25 to 0.30”).
5. Set injection time long enough to reach transfer position.
6.
Set injection speed to achieve a fill time of 0.5 to 1.5 seconds.
7. Set shot size to achieve a short shot.
8. Increase shot size until part is 95% filled.
9. Note the injection pressure required to maintain 95% fill of
the part.
10. Set injection pressure to 21 to 28 bar (300 to 400 psi) above
the injection pressure deter mi ned in the previous step; this
insures a velocity controlled filling. The molded part should
still be 95% filled at this setting.
11. Set the pack hold pressure to 50% of the injection pressure
setting.
12. Set the pack hold time to 2 to 3 seconds to ensure that the
remaining 5% of the part is filled and that there is enough
additional material to compensate for shrinkage.
13. Fine tune the pack hold time by running a series of test
molding cycles. Weigh each part after each test cycle.
Continue to increase the pack hold time as required until the
part weight does not increase. This ensures that gate
freeze off has occurred and that parts have a repeatable,
correct weight. Watch out for over packing, usually indicated
by a series of rings around a gate or evidenced by a
“punched in” gate.
Mold filling, packing and screw
rotation
The majority of our TPVs are pseudoplastic shear dependent
materials. They require medium fast to fast mold filling rates via
high injection speeds and pressure to increase shear through
the system, which reduces their viscosity. This gives maximum
flow length to wall thickness ratios, which produces a well filled
part. We recommend the injection speed be medium fast to
fast. This should generate a shear rate of approximately 10
4
to
10
5
sec 1 through the gates.
Mold packing takes place immediately after the filling stage. This
compensates for the loss in volume as the material returns to
solid density from the melt. Hold pressure then keeps the
molten material under pressure until the gate freezes. Some
press systems have controls for both of these phases, and some
just have hold phase controls. The user must then configure the
single control to accomplish both actions within this constraint.
Cushion requirements
We recommend a small cushion, typically 3 to 6 mm (0.125 to
0.250”) for good cavity packing.
Injection pressures
The actual injection pressure depends on many variables such
as melt temperature, mold temperature, part geometry, wall
thickness, flow length and other considerations associated with
the mold and equipment. Remember that injection pressure is
an output from the above mechanical and thermal parameters
of the system. The correct injection molding pressure, as
discussed earlier, is to obtain sufficient excess injection pressure
to allow a velocity controlled filling cycle.

GENERAL PROCESSING - 9
Mold packing and holding
Once a mold is 95 to 99% filled, pack and hold time may be
optimized. To allow for ample packing, increase the hold time
until the gate freezes. Next, adjust hold or pack pressure to
ensure full part packing before gate freeze off. In general,
holding pressure should be about 1/2 to 3/4 of the actual
injection pressure. See the Quick Process Setup or Scientific
Molding Setup Procedure in the Process Start up section for
more information.
Screw rotation and back pressure
A high screw RPM (100 to 200) is recommended. Back pressure
is not always needed, however, a back pressure of 3.5 to 7.0 bar
(50 to 100 psi) may be used to insure a homogeneous melt and
maintain a consistent shot size. A higher back pressure is
normally employed when using masterbatches.
Estimating molding cycle time
The following guidelines can help to estimate and minimize
molding cycle time. These guidelines assume the use of
recommended temperatures and processing procedures, and a
mold that has a fixed number of cavities plus adequate knock-
out area to permit easy part removal.
Molding cycle
Santoprene TPVs from ExxonMobil Chemical allow the use of
automatic molding cycles, which eliminates costly manual part
removal and reduces the overall molding cycle time by
minimizing cooling time. Typically, molded parts form a solid
skin and become semi rigid, even while their interiors are still
molten. This allows parts to be de molded quickly with minimal
deformation problems. Obviously, reducing molding time
means more cost effective processing.
Oversized runners can be the biggest time wasters in a system.
Mold fill usually takes 0.5 to 2.0 seconds, depending on part
volume, runner gate style and size, cavity location and injection
pressure. Pack (hold time) is usually 2 to 3 times the mold fill
times, depending on gate size. If larger gates are used, expect a
longer molding cycle time. The speed of an injection molding
machine and the part geometry determine the times of other
molding cycle phases such as mold close, mold open, ejection
and part removal.
Cooling time
Cooling time can be estimated using the equa tion in Table 1.
Table 1
Cooling time (tc)
tc = (s
2
/a) x T factor
tc = (s
2
/a) x (1/π
2
) x ln ((8/π
2
) x ((Tm Tw ) / (Te Tw)))
Symbol Description Unit
tc Cooling time s
s section = wall thickness m
π Pi = 3.14159
ln logarithm base e
Tm Temp. melt °C
Tw Temp tool wall °C
Te Temp ejection °C
a Thermal diffusivity = ratio of thermal
conductivity to volumetric heat capacity
m
2
s
1
a =
thermal conductivity
=
W/m °C
=
m
2
(density x specific heat) ((kg/m
3
) x (J/kg °C)) s
Source: How to make injection molds:
Hanser-ISBN: 3-466-16305-0 Chapter 8.1 / pg 272
Cooling time can be estimated by use of the Moldflow Plastics
Insight (MPI™) or Moldflow Plastics Advisers (MPA™) programs
from Moldflow Pty Ltd. Also, the equation above can be iterated
manually.
Cooling complex and thicker parts
If a part has deep undercuts that measure more than 1.6 mm
(0.0625”), increase the cooling time to ensure de molding
without deforming the part. If a mold has untapered cores as
long as 100 mm (4”), decrease the cooling time ; otherwise, the
part may shrink tightly on the core, which could cause defor-
mation when the core is pulled.
10 - GENERAL PROCESSING
Drying of the material
Most of our general purpose and injection molding grades are
hygroscopic. More details are available from the Product Data
Sheet for each grade and/or the Quick Processing Reference.
This includes detailed information on processing setup and
unique features. Both documents are available on
www.santoprene.com
Effective moisture control ensures high quality parts that have
an appealing surface appearance. It is recommended for these
grades that the moisture be reduced to 0.08% or less before
processing. Specialized grades may have different drying
requirements. These will be spelled out on the Quick Processing
Reference for that grade. With any TPV, moisture impacts
processing, physical properties, product performance,
appearance, or a combination of these properties. Specifically,
moisture can cause poor melt quality, splay, voids, porosity,
rough surfaces, uneven appearance and/or silver streaking. For
some of the specialty bonding grades, drying is essential to
prevent material degradation.
Recommended best practices for drying
1. If possible, tumble blend colorants with the thermo plastic
pellets before drying in a desiccant/dehumidified hopper
dryer or vacuum oven. If colorants or additives are metered
at the hopper, pre dry colorants separately, unless not
recommended by the colorant supplier.
2. Open the drying hopper and make sure it is free of material.
Clean the hopper as needed. Be sure to follow standard
safety guidelines. Close the hopper and power it up.
3. Set the temperature control to ensure that air into the
hopper inlet is at the set point. We recommend using 80° C
(180 ° F) for most general purpose and injection molding
grades. Some specialty bonding grades have different drying
require ments. Please refer to the Product Data Sheet for
each grade or Quick Processing Reference for detailed
recommendations.
4. Once the dryer temperature is steady, check the dew point
indicator to ensure that a dew point temperature of 18 °C (0
°F) or lower exists. Fill the dryer hopper. Be sure to record
the material, grade, lot number, date and drying start up
time. As a suggestion, duplicate the same information on an
index or note card and attach it to the side of the dryer.
5. Dry virgin TPV pellets at least three hours, or dry blends of
virgin and regrind for four hours.
6. Once the drying cycle is complete, record the finished drying
time and move the TPV material to the processing
equipment. A best practice would be to have the drying
hopper integrated with the injection molding machine. This
insures that moisture cannot return to the dried material.
7. To eliminate the chance of an undried material “dead zone”
in the dryer, recycle some material from the bottom to the
top of the hopper.
8. A best practice would be to measure and confirm the
moisture level with a moisture analyzer. For best results, the
moisture level should not exceed 0.08%.
9. After the dryer is empty, power it down and again clean the
hopper.
Coloring
Parts molded with Santoprene TPV from ExxonMobil Chemical
can be produced on conventional molding equipment in any
color to match or com plement a finished product. Simply blend
neutral Santoprene TPV pellets with the appropriate colorant to
achieve nearly any color or hue desired. Pre colored TPV pellets
are available from several sources.
Solid color concentrates
Solid color concentrates are a versatile, pelletized form of a
colorant. These are widely used in the plastics industry due to
their stability, compatibility and dispersibility in almost any resin.
Color concentrates commonly consist of a pigment
compounded with a carrier resin such as polypro pylene or
polyethylene. Additionally these are well known for allowing
good control of color intensity in day to day consistency. They
are also dust free and easily used. Color concentrates can be
either tumble blended with the base resin or accurately metered
into a batch prior to processing. Color changes normally are
quick while minimizing cleanup.
The addition of any carrier resin can affect material properties,
including hardness, and it may slightly affect the material
processing and can affect part shrinkage. Some pigments also
affect these properties. Carrier less color concentrates are also
available to minimize property and processing effect.
Please follow the individual manufacture’s recom mendations
for loading. Typically this is about 1 to 5 weight percent,
depending on the application and the final color required.
Colorant carriers
We recommend using polyolefinic carriers such as
polypropylene with most colorable grades. The specialty
bonding grades may require specific or unique carrier or carrier-
less systems. Please refer to the Quick Processing Reference for
these recom men dations. Never use incompatible carriers. An
incompatible carrier can cause problems with melt quality,
which is evidenced by delamination in high shear regions or by
discoloration. Also, do not use polyvinyl chloride (PVC) as it is
not stable at normal TPV processing conditions.
As noted in the drying section above, most colorants absorb
moisture, so always follow proper drying procedures unless it
not recommended by the colorant supplier.
GENERAL PROCESSING - 11
Carrier-less color concentrates
Carrier less color concentrates are similar to standard color
concentrates except there is no plastic resin used to disperse
the pigment. A small quantity of binding agent is used. Typically,
there is a higher loading of pigment in these systems, and thus
less concentrate is used to achieve the same final color as
standard concentrates. Also, as no carrier resin is used there is
virtually no alteration of physical properties or processing
except as caused by the pigment itself.
Regrinding
Santoprene TPVs allow for regrinding and reprocessing of clean
runners, sprues and scrap parts with minimal variation in
material properties. Our materials can be exposed to multiple
heat histories with minimal change in tensile strength, modulus,
elongation and other properties. Although regrind levels up to
100% can be successfully employed. We recom mend using a
consistent percentage of regrind, i.e., 10 to 60%. The ability to
use higher regrind levels depends on factors such as machine-
part configuration, uniformity of the virgin regrind blend and
adherence to good house keeping practices. Higher
percentages of regrind (above 40%) tend to cause feeding
problems. It is industry best practice to use hopper or feed-
throat magnets to capture ferrous metal contami nates from
other manufacturing operations.
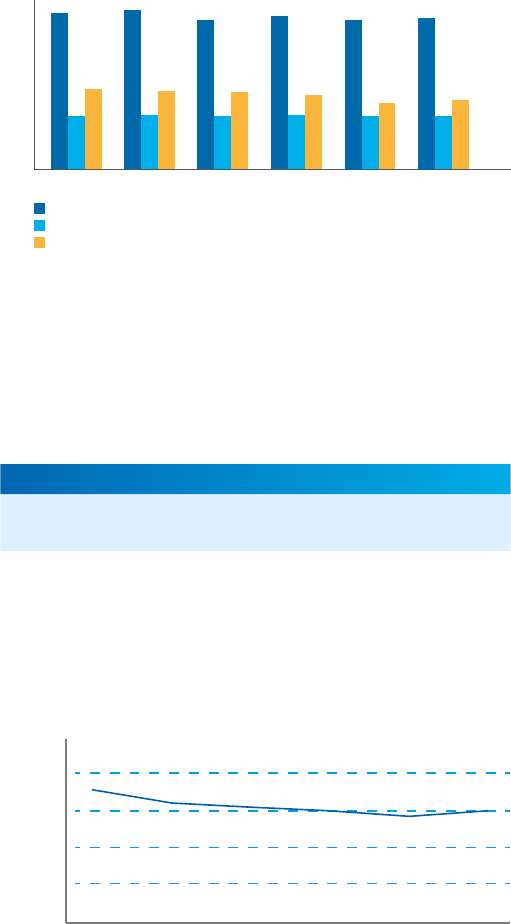
The following figure (see Figure 4) shows an example of
properties retention. This chart is based on Santoprene 201 80
TPV processed 6 times through a typical injection molding
machine. Virgin material was processed in the first pass. Each
subsequent pass contained 75% virgin material and 25%
regrind from the previous shot. Thus, the last pass contained
regrind in proportion from every previous pass. Injection
molded plaques of 2 mm were molded and test specimens
we
re taken. Tensile strength at break (psi), ultimate elongation
(%) and tensile modulus at 100% elongation (psi) were
measured using an ASTM Die C specimen using Test Method
TPE 0153 (derived from ASTM D 638). Also tested was 15
second delay Shore A Hardness per Test Method TPE 0189 (see
Table 2) and viscosity, Linear Capillary Rheometer (LCR) at 1200
sec 1 per Test Method TPE 0200 (see Figure 5).
Always dry regrind before processing. Please refer to the
Product Data Sheet for each grade or Quick Processing
Reference for these recommendations.
Figure 4
Tensile properties of Santoprene 201 80 TPV
(25% regrind material / 75% virgin material)
Table 2
Hardness change of Santoprene 201 80 TPV after multiple
molding cycles (25% regrind material / 75% virgin material)
Virgin 1
st
pass
2
nd
pass 3
rd
pass 4
th
pass 5
th
pass
Hardness,
Shore A
84.9 84.7 84.9 85.3 85.6 85.1
Santoprene 201-80 TPV, lot #PGF1369, per Test Method TPE-0189
Figure 5
LCR Viscosity at 1200 sec 1
(25% regrind material / 75% virgin material)
Shrinkage
For data on shrinkage, please contact the Answer person
SM
at
tpe.answerperson@exxonmobil.com
1500
1000
500
0
Tensite strengh at break, psi
Ultimate elongation, %
Tensile modulus at 100% elongation, psi
Virgin 1
st
pass 2
nd
pass 3
rd
pass 4
th
pass 5
th
pass
Santoprene 201-80 TPV, lot #PGF1369, per Test Method TPE-0153
70
85
80
75
90
Virgin
LCR Viscosity
(Pa* sec)
LCR of Santoprene 201-80 TPV through multiple cycles per Test Method TPE-0200
1
st
pass 2
nd
pass 3
rd
pass 4
th
pass 5
th
pass

12 - MOLD DESIGN
MOLD DESIGN
Mold steel selection
The specifics of the considered injection molding application
determines the type of steel to use in a mold. Table 3 matches
certain applications with an appropriate steel grade.
Usually, structural mold sections are made from medium carbon
SAE 1030 or AISI 4130 steel. Since Santoprene TPVs are
generally non corrosive and non abrasive, we recommend P 20
steel for base plates.
Some TPVs, however, can corrode untreated tool steel after
long term contact. In this case, specify H 13 steel or use a
protective mold coating. Alternately, a corrosion resistant steel
like H13 or AISI 420 can be used.
Mold surfaces
The mold cavity finish determines the surface finish of a part.
Typically, an SPI B 3 to SPI D 1 finish (VDI 30 36 / Ra 3 6), provides
good mold release for TPVs ; however, if a high polish, SPI A 1 or
A 2 finish (<3Ra / 30 VDI) is used, an air assisted ejection is
required for easy part removal and minimal distortion. When
texturing a surface, we suggest a minimum draft of ½° per side,
plus ½° per each 0.025 mm (0.001”) depth of texture used.
For mold construction, obtain more information about mold
steel selection from steel suppliers and mold base
manufacturers. They can provide more detailed information
about the steels listed in table 4.
Type of steel Typical uses in injection molds
SAE 1030 or AISA 4130 general mold base plates
P -20 high grade mold base plates not recommended for cavities, cores, slides and interlocks
420 Stainless steel best grade mold base plates (no plating required), large cavities, cores and inserts
H- 13 (nitrided) cavities, cores, inserts, ejector pins and sleeves (nitrided)
S -7 cavities, cores, inserts and stripper rings
A- 2 small inserts in high wear areas
D -2 cavities, cores, runner and gate inserts for abrasive plastic materials
Table 3
Typical high grade mold steels from applications for typical mold steels
Process Material Applied to Purpose
Coating by impingement
molecularly bond
Tungsten
disulfide
Any metal Reduce friction in metal to metal wear with a dry film, which is
non migrating
Coating by impingement
organically bond
Graphite
Any metal Reduce sticking of plastics to mold surface - migrates
Electroplating Hard chrome
Steel, nickel and
copper alloys
Protect polish and reduce wear and corrosion
Electroplating Nickel
Steel and copper
alloys
Resist corrosion, improve bond under chrome, build up and repair
worn or undersized molds
Electroless plating Nickel
Steel Protect non molding surfaces from oxidation
Electroless plating
Phosphor nickel
Steel and copper Resist wear and corrosion
Nitriding Nitrogen gas
or ammonia
Certain steel
alloys
Improve corrosion resistance, reduce wear and galling; alternative
to chrome and nickel plating
Liquid nitriding Patented bath All ferrous alloys I mprove lubricity and minimize galling
Table 4
Mold surface plating and treatments

MOLD DESIGN - 13
Mold plating and coating
The working area of a mold can/should be plated, coated and/
or heat treated to resist wear, corrosion and release problems.
Table 4: Mold surface plating and treatmens lists treatments
that can help reduce wear on gates, runners, ejector pins, core
pins, inserts and particularly cavities opposite a gate.
Note: Plating and coating protects only the surfaces of a mold ;
heat-treating affects the physical properties of the entire mold.
Mold venting
When molten Santoprene TPV enters a mold quickly under high
pressure, enclosed air must exit just as quickly. Sufficient mold
venting is essential for efficient processing of TPVs. Even if
proper conditions exist throughout a molding cycle, inadequate
venting can cause “short shots” parts with burn marks, sink
marks, poor surface appearance and low weld line strength.
Additionally, without the proper venting, the following can
occur:
• Trapped air
• Slow fill time
• Voids
• Shorts Shots
• Poor weld lines
Santoprene TPVs require generous venting as the filling speed is
usually very fast (between 0.5 2 seconds). Vents should be
positioned at the final fill points or on the periphery of a mold
cavity. Long runner segments should be vented separately from
the cavity. Soft grades of Santorpene TPV are more susceptible
to vent related problems. Additional best practices would
include:
• All split lines should have peripheral vents.
• All blind grooves or pockets should be inserted.
• Vent and or air blast on ejector pins.
Venting dimensions
Mold venting should provide fast, efficient air remo val without
interfering with the molding process. Vents usually extend from
the cavity to the mold plate’s outer edge. Vents should be 0.02
to 0.04 mm (0.0008 to 0.0015”) deep.
Figure 6
Typical vent design
CAVITY VENT DETAIL
Vents
Section A-A
0.020 - 0.025 mm
vent depth
(0.0008 - 0.0010”)
Cavity
Depth
increased
to 1.3 mm
(0.05”)
vent to
atmosphere
RUNNER VENT DETAIL
Primary
runner
Secondary
runner
Vent
Mold
Section B-B
2.54 - 3.81 mm land
length (0.100 - 0.150”)
Depth increased
to 1.3 mm (0.050”)
vent to atmosphere
Parting
line
Runner
0.020 - 0.025 mm
vent depth
(0.0008 - 0.0010”)

14 - MOLD DESIGN
Vent locations
Always place a vent on the mold parting line at a point farthest
from a gate to ensure complete mold filling. Additional vents
may be needed, depending on the specific configuration of a
part. For simpler, general purpose molds, locate vents at every
spot where knit lines occur. When necessary, use full peripheral
vents.
For improved mold filling, vent the runner system as well. For
ribs or other restricted areas, drill a hole through each rib top
on the mold and plug it with a flat sided pin. This technique is
less than ideal since these pins are not self cleaning and could
clog. For deep mold cavities, use strategically located vent pins
or ejector sleeves. You can flatten an ejector pin by grinding off
opposing sides. This type of vent pin is also self cleaning during
the ejection stroke (see Figure 7).
Figure 7
Flattened vent pin
Sprue, runner and gate design
Sprues
They promote a smooth melt transition to the runner and
permit easy extraction while providing an optimum pressure
drop.
A standard sprue bushing with a minimum taper per side
approximately a 2.5 to 3.5 ° included angle (see Figure 8).
Figure 8
Typical sprue extractors
Runner types
Full round runners have the smallest surface to volume ratio and
are the most efficient cross section for pressure transmission
and heat retention. This type of runner is cut identically into the
2 mold halves so machining must be precise.
Trapezoidal runners also deliver efficient melt flow. This type of
runner system is machined into a single mold plate. Runner
walls should have a 5° taper with a round runner bottom. A
modified trapezoidal runners mold is shown in the Runner
Types figure (see Figure 9).
Half round runners are not recommended since they give the
lowest flow and are the most easily over cooled of all runner
types in common use.
Grind away from
opposing ides
0.05 mm (0.002”) 0.05 mm (0.002”)
Tapered extractor Z-pin extractor
Undercut extractor Sucker-pin extractor
Tapered extractor
Sucker
SprueRunner

MOLD DESIGN - 15
Figure 9
Runner patterns
HerringboneRadialH-type
Not recommendedNot idealRecommended
Figure 10
Cold slug well size and location
Vent to atmosphere
L = 1.0 to 1.5 D
D
L
D
Cold slug wells
Cold slug wells (see Figure 10) capture the cooled material
found in the nozzle tip and the material that is cooled during
the runner filling. If injected into a part, a cold slug can lead to
surface imperfections. A cold slug well captures solidified
material and prevents it from interfering inside that cavity.
Additional wells should be used at the end of each runner
section (turn/split).
Gating
Gates play a number of crucial roles in injection molding.
Santoprene TPVs from ExxonMobil Chemical have a relatively
high melt viscosity at low shear rates. Viscosity decreases as the
shear rate increases.
Increasing temperature has little effect on TPV melt viscosity.
Smaller gates and higher shear rates keep melt viscosity low
and improve melt flow.
As a general rule, minimize the number of gates per cavity. One
gate per cavity is usually best to avoid weld lines and cross flow
patterns ; however, some applications may require multiple
gating. For more information contact the Answerperson
SM
at:
tpe.answerperson@exxonmobil.com or visit us at
www.santoprene.com

16 - MOLD DESIGN
Gate location
Gate location(s) affects the mold filling pattern and flow orientation
; gate location is just as important as gate size and type. Locate
gates to ensure rapid and uniform mold filling. As a general
guideline and recommendation:
1. Gates should be located to feed the thickest section of the part
first. Material will flow from thick to thin sections. This
promotes uniform flow and allows good packing.
2. Optimum gate locations will direct the melt flow through the
length of the part with nearly equal flow distances to all its
edges.
3. Place the gate in an unstressed (nonfunctional) area of the part.
Gate areas often contain high residual stresses from the filling
process.
4. Gates must be located to direct trapped air towards the vents.
Locate venting opposite the gate at the farthest flow point (see
Mold venting section for more information).
5. Avoid gating locations that will cause melt fronts to converge
or backfill (race track), thus entrapping air.
6. Locate a gate so that it directs material towards the wall or a
pin instead of into a free area. This will cause the material to
disperse and continue to flow instead of jetting.
7. Position the gate to minimize weld line problems, or to move
weld lines to preferred areas.
8. To reduce the number of multiple weld lines and venting
problems, use as few gates as possible to fill the part.
9. Use center gating for round or cylindrical parts to maintain
concentricity.
10. Gate land lengths should be kept short as possible.
11. Gate size should be kept small. A gate shear rate in the range of
10
4
to 10
5
sec
1
is recommended.
Gate design
Virtually any of the gating styles typically used in the injection
molding industry can be used to success fully process Santoprene
TPVs. As with the gate style, it is important to select a gate type
that is appropriate for the specific part geometry.
Direct sprue gates
Direct or sprue gates (see Figure 11) may be used with single cavity
mold where the sprue feeds material directly into the cavity. If
possible, provide a cold slug well opposite the sprue gate.
Figure 11
Direct sprue gate
Sprue
Activity/part
Pin gates
Pin gates (see Figure 12) are actually small gates located on the
parting line to minimize gate vestige/blemish. They are especially
popular for automatic de gating in three plate molds. Another
advantage of pin gates is that they can easily provide multiple
gating to a cavity (for thin walled parts).
Figure 12
Pin gate
Radial flow path
Sucker pin
Breakpoint
Zero land length
3 deg taper per side
1.3 mm (0.05’’) minimum
Part
90°

MOLD DESIGN - 17
Submarine gates
Submarine gates provide automatic de gating of a part from the
runner system during part ejection. Submarine gates enter the
mold below the parting line. To reduce pressure loss and prevent
premature gate freeze off, submarine gates should be as short as
possible. The typical size range is 0.80 to 1.5 mm (0.03 to 0.06”). A
sharp angle should range from 20 to 30 °, with a 60 ° angle from
the runner. Figure 13 illustrates a suggested gate configuration.
Unless special drilling is used, the gate will be oval due to the angle
of entry.
Figure 13
Submarine (tunnel) gate
Ejector pin
Gates diameter
45°
30°
60°
Curved submarine gates
Cashew gates move the gate vestige from the side of a part (often
an appearance surface) to somewhere underneath the part where
it can be more tolerated. The following figure shows a schematic of
this type of gate.
Figure 14
Curved submarine (cashew) gate
Parting line
Ring and diaphragm (disc) gates
A diaphragm or disc gate is used for cylindrical parts that require
good concentricity and elimination of weld lines (for high strength).
The gate land or membrane should be significantly thinner in
cross section than the runner ring or central disk. The thickness
differential forces the ring or disk to fill completely before the melt
fills the membrane. This type of gate requires a post mold de gating
operation.
Edge gates
Edge gates, both rectangular and round, must be large enough to
avoid melt overheating due to frictional heating. The preceding
figure details typical depth to width ratios for edge gates.
Figure 15
Edge (rectangular) gate
D:W Ratio
Smaller parts: 1:1
Medium parts: 1:2
Large parts: 1:3
L = Land length
D = Gate depth
W = Gate width
L
tD
W

18 - MOLD DESIGN
Fan gates
For flat mold sections, a modified fan gate may be used, which
minimizes jetting and significantly reduces the high stresses that
occur during mold packing. The plastics industry suggests
smooth radii and transitions between runners and gates. Fan
gates can be balanced so they distribute the melt evenly across
the land before the melt enters the mold cavity. Fan gates
require a post molding de gating operation and may leave
noticeable vestige.
Figure 16
Fan gate
L = Land length
T = 40 - 60% of t
W = 2 D min.
Note: use full
round runner
L
tT
D
W
Tab gates
Tab gates provide a uniform melt orientation when an
application requires a large volume for mold filling. Tab gates
help reduce the effect of residual stresses, gate blush and
jetting in the gate area. They are used where flatness is critical
or in large surface areas that may have a tendency to warp. Tab
gates require a post molding de gating operation and may leave
noticeable vestige.
Figure 17
Tab gate
Runner
Tab
Tab gate
Part
Flash gates
A flash gate is used to minimize warping in flat or very large
parts. Flash gates extend across a part from 0.38 to 0.76 mm
(0.015 to 0.030”) deep and have a chisel taper across the gate
land length. Flash gates require a post molding de gating
opera tion and may leave noticeable vestige.
Figure 18
Flash gate
Runner
Part Flash gate
MOLD DESIGN - 19
Ejection
The ejector system design and method should be based on a
particular product and its hardness. Ejector system design
method and selection recom mendations follow:
1. To de mold soft grades of Santoprene TPV, a combination of
stripper plates and integrated air blast is required.This is
essential when it comes to parts with deep draw and heavily
undercuts.
2. To de mold hard grades of Santoprene TPV, ejector pins are
required. The pins should always be as large as possible and
push against supported sections to avoid part deformation.
3. To make part de molding easier, sand or vapor blast the mold
cavity walls with a matte or satin surface finish SPI #3 or VDI
33 36 reference 3400.
4. Use draft to ensure trouble free part ejection. On cavity and
core sides, an angle of 0.25 to 1° per side is normally
sufficient for the majority of injection molded parts. Bosses
and ribs should be molded with a minimum of 3° draft. Refer
to the Quick Processing Reference for any special draft
considerations.
The inherent elastic properties of Santoprene TPVs make it
possible to de mold parts of diverse design and complexity
without damaging them when they are stretched or flexed.
Parts with undercuts that would normally require side cores,
slides, collapsible cores and other mold design
accommodations associated with hard thermoplastic materials
can be de molded easily using a more simply constructed mold.
Undercut design guidelines
Proper part and tool designs are even more critical if a molded
part has undercuts. The following recom men dations identify
key undercut design conside ra tions:
1. Fillet and taper an undercut well to allow for expansion and
slippage ; this avoids tearing at sharp corners during part
ejection.
2. The undercut part must be free to stretch or compress ; that
is, the part wall opposite an undercut must clear the mold or
core before part ejection starts. Use a matte, bead blasted
steel finish (SPI #3 VDI 27 or coarser) for cavity and core
inserts. This finish eases part release during ejection.
3.Air breaks the vacuum that exists between a part and the
undercut core before the mechanical ejector takes over.
Mold temperature control
The cooling time for a molded part is typically 60 to 80% of the
total cycle time. Uniform and efficient mold temperature control
is critical for minimizing cooling time, maximizing production
rate and controlling part tolerances. Adequate cooling is one of
the most important aspects of mold design. The cooling system
should have the ability to rapidly and uniformly cool a mold. It
also should be able to maintain mold and system temperature
settings in a production environment from cycle to cycle.
Uniform cooling not only ensures a shorter molding cycle, but
also minimizes differential shrinkage and reduces internal
stresses.
20 - HOT RUNNER SYSTEMS
HOT RUNNER SYSTEMS
Hot runner tooling techniques can be used to efficiently process
Santoprene TPVs in a variety of commercial applications. In fact,
in most cases, hot runner processing can actually improve part
quality and reduce molding cycle time.
Hot runner systems have runners that are internal to the mold,
and the system maintains material in the runner at about the
same temperature as the barrel. The benefits of hot runner
systems are that there are no runners or gates to be trimmed
and recycled, and cooling the runner does not require additional
cycle time. In addition, smaller gates can be used to improve
molded part appearance.
System selection
For successful processing, a hot runner system should keep the
material melt temperature at or near nozzle temperature as the
material passes through the gate and into the mold cavity.
These four steps are recommended:
1. Minimize the time material remains in a hot runner system. If
possible, it should contain no more than one shot.
2. Design melt channels for uniform pressure drop throughout
the system.
3. Prevent or eliminate possible “hang ups” (i.e. burrs, sharp
corners and heating rods) and other melt flow interruptions.
4. Maintain precise temperature control and make sure heat is
evenly distributed throughout the system, including drops
and manifolds.
Externally heated manifold
An externally heated manifold contains a manifold block with a
hollow interior that channels the main runner flow. Heaters
parallel the runner flow channel and heat the entire manifold
block. Drops or auxiliary channels are usually heated as well and
feed the melt into the mold cavity.
We recommend using this type of manifold system for hot
runner tooling since it provides a “straight through” melt flow
path. It minimizes pressure drop and reduces the chance of
material “hang up,” discoloration and burning. In addition, the
entire manifold block is heated, making it easier to maintain
uniform temperature. An externally heated manifold system
requires a sufficient number of heaters and temperature
sensors for precise temperature control.
Insulated runner molds
We do not recommend insulated runner molds. Insulated
runner molds incorporate an oversized runner and create a skin
of cooled material that insulates the melt. As a result, degraded
or unmelted material can enter the melt flow. During long cycle
interruptions, the entire unheated runner can freeze off and
require disassembling the mold for cleaning.
Mold design
Manifolds
In general, hot runner manifolds for most TPVs have reduced
flow channel diameters compared to those used for rigid
thermoplastics. For most TPV applica tions requiring the use of
hot runners, we recommend small bore, full round channels with
a 6.4 mm (0.25”) diameter. This channel size provides a uniform
pres sure drop that minimizes material residence time within the
manifold. Make sure all material passages are smooth and
streamlined without protrusions, sharp corners or blind spots.
To take advantage of the melt flow properties of Santoprene
TPVs, flow channels should be cylindrical rather than annular.
A balanced manifold system is essential for efficient, multi cavity
hot runner processing. In each section of a mold, match the
length and diameter of the primary and secondary flow
channels. Since flow channels in a manifold function as full-
round runners, the melt flow must be balanced to uniformly fill
all cavities.
Shot size verses manifold volume
Shot size verses the manifold volume determines the residence
time. If the diameter of a manifold is too large, the material
tends to hang and form channels, which results in an
insufficient shear rate and an excessive residence time possibly
leading to degradation. Ideally, the manifold volume (runners
plus probes) should be significantly less than the shot volume ;
however, high residence times with small parts cannot be
avoided.
Probes
Gates are an integral part of a heated probe. The probe is
attached to the downstream end of the melt channel. The
probe fits down the melt channel center, forming an annular
flow path for the material. Manufacturers of probes offer
various models according to the type of gate: hot tip, edge,
valve or core. Remember all probes need to be insulated using
DuPont™ Vespel ® or equivalent. An end cap or bushing will
restrict the amount of dead material coming into contact with
the relatively cold mold steel. This forms a cold slug.
It is essential in any gating system to maintain the melt
temperature with minimum temperature loss between the flow
channel and the mold cavity. Excessive temperature loss could
cause a cold slug to form at a gate. The cold could cause a
defect on the surface of a molded part. Probe recommen-
dations are summarized below:

HOT RUNNER SYSTEMS - 21
1. The probe channel must be provided with an external heater.
This can be achieved most efficiently by embedding cartridge
heaters in the probe metal. Other methods include heating
with a socket (continuous heating) or a coil (discontinuous
heating). The choice depends on the type of probe selected.
2. The probe channel should be small enough to achieve a high
shear rate.
3. The tip of the probe is often the critical point and any heat
loss at this juncture must be avoided. The cartridge heater
should be entirely embedded in the metal of the probe.
Copper alloys enable an adequate temperature to be
maintained through to the gate. In most critical cases,
adding a thermoplastic insulator, i.e., DuPont™ Vespel ®,
around the tip of the probe further assists flow at this point
and should improve surface finish in the gate area.
4. Effective gate diameter at the end of the probe should be
approximately 1.0 mm (0.040”) for parts with a maximum
weight of 50 grams (1.76 oz) ; for parts that weigh 10 grams
(0.35 oz) or less, a diameter of 0.8 mm (0.032”) is
acceptable.
5. A minimum probe clearance between the gate and cavity will
help optimize appearance at the injection point (see Figure
19). Thus, a clearance (at ambient temperature) of about 0.2
mm (0.0080”) results in a barely visible injection point (gate
ves tige). For additional details, consult the manu facturer’s
specifications for hot runners and probes.
Figure 19
Probe clearance
Probe
Melt
channel
Gate size
Probe tip
setting
Gate selection
For individual hot runner applications, carefully evaluate part
design and gate styles to determine the following:
1. Optimum location for gating
2. Number of gates needed to fill a part as quickly as possible
(typically 0.5 to 2.0 seconds)
3. Ensure the air and gas is directed to an area of the part
where it can be effectively collected and vented during the
extremely short filling phase of the process
Hot runner processing requires relatively smaller gates than
those used in cold runner processing. In general, hot runner
gates range in size from 0.8 to 1.5 mm (0.032 to 0.060”). A
gating system should maintain melt temperature with a
minimum of heat loss between the flow channel and the cooler
mold cavity.

22 - HOT RUNNER SYSTEMS
Open / torpedo-tip gates
A torpedo tip, or open, gate has a heated torpedo tip or probe
which provides a high pressure seal from the hot nozzle to the
cooled gate insert and minimizes heat loss. Due to the flow
characteristics of most TPVs, clearances can be a problem and
occasionally the torpedo tip support fins can also create flow
problems. The gate diameter should range from 0.8 to 1.5 mm
(0.032 to 0.060”), and the probe or the torpedo should be 0.02
mm (0.001”) behind the gate and the heat source. If needed,
the torpedo can be moved forward into the gate to eliminate
vestige. As this gate is always open, there is always a tenancy to
drool. This probe design is only recommended for large
non aesthetic parts where gate vestige is not important. For a
fully controlled runner system and good gate aspect, valve gate
systems are recommended.
Figure 20
Open / torpedo tip gates
DuPont
™
Vespel
®
Valve gates
Valve gates are the only gate types recommended for use with
Santoprene TPVs. They are the only way to effectively control
nozzle / gate drool as well as give a good gate aspect. Valve
gates feature a small double acting piston in their center that
usually is powered by hydraulic or pneumatic pressure. This
piston opens during filling and packing, then closes to minimize
gating vestige. To avoid damaging the gate area, the piston
stem should have a positive stop for closing. Good shutoff
virtually eliminates gate vestige on a molded part, thus
improving appearance and preventing nozzle drool when the
mold opens. They are suitable for both small and large molded
components.
For additional details, consult the manufacturer’s design
requirements for valve gate probes and their installation.
Figure 21
Valve gates
Insulation
Melt stream
MULTI-MATERIAL MOLDING - 23
Overmolding
For an even wider variety of part applications, polymers can be
combined through several different types of multi shot injection
molding processes. These include insert molding, two shot
molding/2K or 2 component molding, and co injection molding.
We offer TPVs that can bond directly to a variety of substrates.
Standard grades of Santoprene TPV bond to polypropylene,
some polyethylenes and some TPOs. Nylon bondable grades of
the PA Series of Santoprene TPV bond to nylon 6, nylon 6 with
a variety of fillers, and to some blends of nylon 6/6. Only
two shot molding is recommended. Other special bondable
grades bond to a variety of engineered thermoplastic (ETP)
substrates such as PC, ABS, ASA, PC/ABS, PET, PBT, PS and
HIPS. Please use the Advanced Product Data Search tool on
the website.
Insert molding
Insert molding (sometimes called over molding) consists of
placing a solid insert (or preform) into the mold and injecting
around it. If the insert and the over molded material are
compatible, a melt bond occurs between the two materials at
their interface. The strength of this bond is affected by several
factors, including interface temperature, cleanliness of the insert
and the melt temperature. Bonding can be improved by
pre heating the insert and ensuring that the surface of the insert
is free from dirt, grease, hand oil from an operator or any other
contaminant. Non compatible insert materials such as metals
also can be used. This requires that an adhesive be applied to
the insert so that it bonds with the over molded material.
Otherwise, a design utilizing mechanical locks is required.
Insert molding is the simplest of the multi shot processes since it
is most similar to standard injection molding. For low volume
applications, the inserts can be hand loaded, but for higher
volumes, robotic pick and place methods may be a cost effective
choice.
Two-shot molding
Two shot (also known as 2K or 2 component) molding consists
of a machine having two independent injection units shooting
two different materials into the same mold through separate
runners and gates. The first material is shot through a primary
runner system as in normal molding, while the runner system
for the second material is shut off. After the first shot, the mold
slides or rotates to shut off the first runner system and opens
the second for the next shot of material. After the second shot,
the part is cooled and ejected normally.
Two shot molding requires that the two materials be compatible
or no bonding occurs. The bond strength of a two shot molded
part is generally better than that of an insert molded part due to
the higher temperature at the melt interface.
Co-injection molding
Co injection or sandwich molding differs from two shot molding
because co injection molding uses a common runner and gate
for both materials. This allows for a soft touch material to be on
the outside while having a hard, compatible core material to
provide mechanical properties to the system. This construction
allows the designer to take advantage of the individual
properties of each material. For example, consider a heavy-
walled part. Cycle time can be substantially reduced by
processing the core material at a lower melt temperature (to
decrease cooling time) while running the skin material at a
higher melt temperature to achieve a smooth surface.
Efficient co injection requires a separate injection unit for each
material. Also, materials can be co injected into specially
designed rotary or shuttle molds.
24 - QUICK REFERENCE NOTES
QUICK REFERENCE NOTES
Screw design
Special equipment is not required use a screw L/D ratio of
approximately 20:1 and a compression ratio of 2.5:1.
Barrel capacity
Barrel capacity should be no less than 1.3 shots and no more
than 4 shots.
Clamp pressure
Clamp pressure should be 29 to 49 MPa (3 to 5 T/in2) of
projected area.
Screw RPM
Screw RPM should be 100 to 200.
Screw cushion
Screw cushion should be 3 to 6 mm (0.120 to 0.250”) Refer
to the processing section on page 7 of this manual.
TROUBLESHOOTING
Injection molding requires controlling and fine tuning many
machine and process variables. Problems can arise that
result in molded parts that are unsatisfactory. Thus,
troubleshooting involves control of the molding process by
maintaining the correct adjustment and balance of these
major variables.
Varying machine conditions in a logical manner during the
molding cycle is an effective approach for trouble shooting
and correcting most processing problems. Troubleshooting
recommendations in this section frequently contain more
than one recommended corrective action, so change only
one condition at a time and be sure to allow sufficient time
for the system to reach equilibrium at the new condition. If
the trouble is not corrected, proceed to the next
recommendation. Keep a careful record of each change,
noting how it affects subsequently molded parts.

TROUBLESHOOTING - 25
Troubleshooting guide
Problem Probable cause Corrective action
BURN SPOTS
ON PART
1. Mold is insufficiently vented. A. Make sure vents are clear of obstructions.
B. Insure vents are deep.
C. Add vents, if necessary, to assure good operation.
2. Injection rate is too high. A. Reduce injection speed.
3. Screw RPM is too high. A. Decrease screw RPM.
4. Back pressure is too high.
A. Reduce back pressure. Minimum is 0.3 MPa (50 psi).
5. Clamp pressure is too high. A. Reduce clamp pressure.
BURN MARKS
AT GATE
1. Melt flow across restricted
gate area causes excess shear
heat.
A. Reduce injection speed.
B. Reduce back pressure.
C. Decrease nozzle temperature.
D. Decrease front barrel zone temperature.
E. Decrease mold temperature in gate area.
F. Check for resin contamination.
DISCOLORED
STREAKS OR
CHUNKS
1. Additives or colorants have
incompatible carriers.
A. Change to an additive or colorant material which has a polyolefin base,
such as polyethylene or polypropylene.
B.
Never use additive or colorant materials which have polyvinyl chloride carriers.
2. Prior runs have contaminated
the plastication system.
A. Physically clean the entire system - hopper, barrel, screw, shut off valve,
nozzle and mold.
B. Purge the system with polyethylene or polypropylene.
3. Melt has insufficient color
concentrate blending.
A. Increase back pressure.
B. Increase barrel temperature.
C.Reduce rear zone temperature.
D.Change screw RPM.
E. Decrease nozzle orifice diameter.
F. Replace screw or nozzle with one which has a mixing design.
DISTORTED
PARTS
1. Material is oriented during
injection.
A. Decrease injection velocity for slower filling.
B. Increase mold temperature.
C. Adjust velocity profile to provide homogeneous melt.
2. There is a difference in
packing density.
A. Increase hold pressure.
B. Increase injection fill speed to fill faster.
C. Increase screw RPM.
3. Molded part has stresses. A. Increase melt temperature.
B.
Prevent overpacking at gate by reducing hold pressure or reducing hold time.
C. Lengthen cooling time.
D. Delay knockout actuation.
E. Increase injection forward time.
F. Reduce temperature differential in mold.
4. Material flow into mold is not
uniform.
A. With multi-cavity molds, make sure flow is balanced.
5. Part is too hot when ejected. A. Reduce mold temperature.
B. Increase cooling time.
C. Reduce melt temperature.
6 Knockout is operating
improperly.
A. Knockout engaging too fast, slow down ejection.
B. Non-uniform operation of pins.
C. Bearing area of knockout pins is too small. Increase diameter and number
of knockout pins.
D. Relocate knockout pins to strong area of part.
E. With delicate parts, change to air blow-off.
7. Part design is incorrect. A. Make sure part contains no sharp variations in cross sections.
B. Correct taper or draft insufficiencies.

26 - TROUBLESHOOTING
Problem Probable cause Corrective action
FLASH ON
PARTING LINE OF
PART
1. Excessive injection pressure
causes mold to part.
A. Verify injection fill time.
B. Decrease final injection speed.
C. Reduce back pressure.
D. Decrease hold pressure.
E. Increase clamp pressure.
F. Move transfer point back.
2. Melt temperature is too high. A. Reduce nozzle temperature.
B. Reduce front barrel zone temperature.
C. Reduce back pressure.
D. Decrease mold temperature.
E. Reduce screw RPM.
3. Mold function is incorrect. A. Make sure mold faces are in correct alignment.
B. Remove foreign matter from mold faces.
C. Decrease size of vents.
D. Decrease mold temperature.
E. Check platens for square.
4. Mold release agent causing
flash on part.
A. Mold surface lubricant should not be used.
JETTING 1. Mold design has insufficient
impingement
A. Relocation of gate to create impingement.
MATERIAL
DROOLS FROM
NOZZLE
1. Pressure build up. A. Add decompression/suck-back.
2. Barrel front zone is too hot. A. Reduce front barrel zone temperature.
3. Nozzle is too hot. A. Reduce nozzle temperature.
PART
DIMENSIONS ARE
TOO LARGE
1. Mold is over packed. A. Verify injection fill time.
B. Decrease hold pressure.
C. Decrease overall injection speed.
D. Decrease final injection speed.
E. Decrease back pressure.
F. Decrease front barrel zone temperature.
G. Increase mold temperature.
2. Mold designed incorrectly. A. Verify mold shrinkage factor used; adjust mold design if necessary.
3. Material is wet. A. Pre-dry the material.
PART
DIMENSIONS ARE
TOO SMALL
1. Mold is underpacked. A. Verify injection fill time.
B. Increase overall injection speed.
C. Increase hold pressure and hold time.
D. Reduce cushion in cylinder to 6.0 to 3.2 mm (0.250 to 0.125”).
E. Increase back pressure.
F. Decrease mold temperature.
G. Increase melt temperature.
H. Increase cavity venting.
I. Increase cooling time.
2. Mold design is incorrect. A. Verify mold shrinkage factor used; adjust mold design if necessary.
B. Add additional gates.
PARTS STICK IN
MOLD CAVITY OR
SPRUE
1. Part is not sufficiently
cooled.
A. Reduce stock temperature.
B. Decrease second stage injection time.
C. Reduce injection pressure.
D. Reduce screw RPM.
E. Add decompression.
F. Increase overall cycle time.
G. Decrease mold Temperature.
2. Mold design is incorrect. A. Seal nozzle correctly in sprue bushing.
B. Reduce length of sprue.
C. Increase draft on side walls of part to assure smooth release.
D. Draw polish cavity surface in direction of ejection. (Consult the
Answerperson
SM
before implementing this corrective action.)

TROUBLESHOOTING - 27
Problem Probable cause Corrective action
PARTS STICK IN
MOLD CAVITY
OR SPRUE (cont.)
3. Cores are too slender. A. Make cores stronger to prevent misalignment by injection pressure.
4. There is an overpack problem. A. Reduce injection speed.
B. Back off transfer point.
C. Reduce pack/hold pressure.
POOR FINISH 1. Mold fill is too slow. A. Increase injection pressure.
B. Increase injection speed.
C. Increase melt temperature.
D. Increase gate size.
2. Mold function is incorrect. A. Make sure venting is adequate.
B. Increase mold temperature.
C. Do not use mold lubricants.
D. Clean cavity surfaces.
3. Part design is incorrect. A. Reduce abrupt changes in section thicknesses.
B. Avoid ribbing that is too thick.
POOR SURFACE
DETAIL
1. Mold is filling improperly. A. Increase shot size.
B. Increase overall injection speed.
C. Increase back pressure.
D. Increase mold temperature.
2. Packing conditions are
improper.
A. Increase injection fill time.
B. Increase mold temperature.
C. Increase second stage pressure and Time.
POOR WELDS
ON PART
1. Material flow is cooling in
cavity too quickly.
A. Increase melt and mold temperature.
B. Increase injection pressure.
C. Increase ram speed.
D. Increase nozzle temperature.
E. Lengthen cycle time.
2. Mold design and/or function
are improper.
A. Make sure vents are not plugged.
B. Increase gate size; relocate for most efficient melt flow.
C. Raise mold temperature.
D. Increase size of runner.
E. Decrease fill speed.
SHORT SHOTS
PREVENT
COMPLETE
MOLD FILLING
1. Available melt volume is
insufficient.
A. Increase shot size; confirm a cushion of 3.2 mm (1/8”).
B. Increase injection fill time.
C. Make sure nozzle and runners are clear of obstructions.
D. Increase front barrel zone temperature.
E. Increase nozzle temperature.
F. Verify operation of non-return check valve on screw.
2. Mold has high pressure drop. A. Increase overall injection speed.
B. Increase back pressure.
C. Increase hold pressure.
D. Try a higher flow grade.
E. Add gates.
3. Mold function is incorrect. A. Increase mold temperature.
B. In multi-cavity molds, be sure all gate sizes are uniform to prevent unbalanced
melt flow.
C. Check part design to make sure there are no restrictions.
D. Make sure mold is vented correctly and vents are clear.
SILVER
STREAKING
1. Material has trapped
moisture.
A. Pre-dry material according to instructions.
B. Make sure mold is vented properly.
2. Melt temperature is too high. A. Reduce barrel heating to prevent decomposition.
B. Reduce screw RPM to stop excessive shear heating.
3. Cold mold causes moisture
condensing.
A. Increase mold temperature; make sure cavity is dry.
SINK MARKS 1. Mold is underpacked. A. Increase overall injection speed.
B. Increase boost cut off set point.
C. Increase hold pressure and temperature.
D. Increase cushion in cylinder.

28 - TROUBLESHOOTING
Problem Probable cause Corrective action
SINK MARKS
(CONT.)
1. Mold is underpacked.
(Continued)
E. Increase shot size.
F. Increase barrel heating.
G. Increase back pressure.
H. Add or increase nozzle heating.
2. Mold function is incorrect. A. Be sure gates are large enough and are correctly located.
B. Reduce length of sprue bushing, increase bushing diameter.
C. Increase mold temperature.
D. Make sure vents are large enough and are clear.
E. Increase mold cooling cycle time.
3. Part design is incorrect. A. Redesign part to remove sharp thickness changes in section.
SPLAY MARKS IN
GATE AREA OF
PART
1. Last part of mold fill has slow
pressurization.
A. Increase mold fill speed.
B. Increase back pressure.
C. Increase second stage injection time.
D. Increase barrel temperature.
E. Increase mold temperature.
F. Increase screw RPM.
G. Remove decompression.
2. Mold set up is not correct. A. Make sure sprue and runner system are direct and sized correctly to ensure
fast, efficient flow.
B. Shorten land length of gate.
VOIDS IN
MOLDED PART
1. Material in core sets up more
slowly than surface material,
especially in thick cross
sections.
A. Increase injection pressure and time.
B. Increase back pressure.
C. Increase mold temperature.
D. Make sure sprue, runner and gates are large enough to assure free flow.
E. Increase cooling time.
2. There is moisture in pellets. A. Pre-dry pellets according to instructions.
WARPING 1. See Distorted Parts above. A. See DISTORTED PARTS problem above for corrective action.
TROUBLESHOOTING - 29

S0817-030E49
©2017 ExxonMobil. ExxonMobil, the ExxonMobil logo, the interlocking “X” device and other product or service
names used herein are trademarks of ExxonMobil, unless indicated otherwise. This document may not be distributed,
displayed, copied or altered without ExxonMobil’s prior written authorization. To the extent ExxonMobil authorizes
distributing, displaying and/or copying of this document, the user may do so only if the document is unaltered and
complete, including all of its headers, footers, disclaimers and other information. You may not copy this document
to or reproduce it in whole or in part on a website. ExxonMobil does not guarantee the typical (or other) values.
Any data included herein is based upon analysis of representative samples and not the actual product shipped. The
information in this document relates only to the named product or materials when not in combination with any
other product or materials. We based the information on data believed to be reliable on the date compiled, but we
do not represent, warrant, or otherwise guarantee, expressly or impliedly, the merchantability, fitness for a particular
purpose, freedom from patent infringement, suitability, accuracy, reliability, or completeness of this information or
the products, materials or processes described. The user is solely responsible for all determinations regarding any
use of material or product and any process in its territories of interest. We expressly disclaim liability for any loss,
damage or injury directly or indirectly suffered or incurred as a result of or related to anyone using or relying on
any of the information in this document. This document is not an endorsement of any non-ExxonMobil product
or process, and we expressly disclaim any contrary implication. The terms “we,” “our,” “ExxonMobil Chemical” and
“ExxonMobil” are each used for convenience, and may include any one or more of ExxonMobil Chemical Company,
Exxon Mobil Corporation, or any affiliate either directly or indirectly stewarded.
Contact us for more information:
exxonmobilchemical.com
